

This article pertains to the shop spooling of butt-welded pipe, fittings and flanges.
Commonly the butt-welded piping is NPS 2 or NPS 2½ and above, depending on the company piping specifications.
The goal of all projects is to do as much welding as is possible in the controlled environment of a fabrication shop in order to minimize the costlier field welding, and while it would be nice to be able to fabricate whole piping systems and ship them to site in one piece, this is of course impossible.
Therefore, shop fabricated piping systems must be broken into convenient pieces (spools) for transportation to the field.
This is accomplished by breaking the system down into multiple spools that will fit within a pre-determined shipping box size for later field erection.
{kind=link}
{kind=link}
Contents
1.0 INTRODUCTION
2.0 DESIGN
2.1 SPOOLS
2.2 GUIDELINES
3.0 DIAGRAMS
1.0 INTRODUCTION
This instruction pertains to the shop spooling of butt-welded pipe, fittings and flanges. Commonly the butt-welded piping is NPS 2 or NPS 2½ and above, depending on the company piping specifications. The goal of all projects is to do as much welding as is possible in the controlled environment of a fabrication shop in order to minimize the costlier field welding, and while it would be nice to be able to fabricate whole piping systems and ship them to site in one piece, this is of course impossible. Therefore, shop fabricated piping systems must be broken into convenient pieces (spools) for transportation to the field. This is accomplished by breaking the system down into multiple spools that will fit within a pre-determined shipping box size for later field erection. Natural breaks occur at all flanges, whereas breaks between pipe and fittings (field weld locations) must be selected. However, much more is required of the designer than just placing field welds that keep the spool sizes within the shipping box limit. The placement of the field welds also requires an understanding of the needs of construction. In order to undertake this task, designers must possess an additional knowledge that will enable them to make sound judgment calls after due consideration of all factors. This document is not all encompassing and does not provide all detail, but will serve as a guide for further thought and investigation during the exercise of field weld placement. When in doubt, the designer should seek an experienced opinion from their lead, checker or other senior piping team member. It is also recommended that a representative from Construction be consulted.
2.0 DESIGN
2.1 SPOOLS
What is a spool? A spool is a part of a piping system pre-welded in a fabrication shop. Commonly, spools are only fabricated for butt-welded piping systems NPS 2 or NPS 2½ and above. The components of a spool are the butt-welded pipe, fittings and flanges, welded on branch connections, i.e. WOL, SOL, TOL and stub-ins, and welded on pipe support attachments, e.g. dummy legs, base supports and shoes. How and where are spools welded? A spool starts life in the fabrication shop where the spool components can be welded at floor level and rotated as the welder leans over and makes the weld passes. For obvious reasons these welds are called “shop welds”. Once the spools arrive in the field, some can be welded together at grade, making larger spools to be hauled into place. This often takes place in a heated field erected shelter with the spools supported on stands. Not quite as nice for the welder as being in a shop environment, but nonetheless, reasonably efficient working conditions. For obvious reasons these are called “field welds” After the spools are hauled into position, e.g. into pipe racks, the final welds are executed in place. This is the most expensive of the three locations due to: the need to erect scaffolding and tarpaulins; additional safety measures; working in cramped quarters; exposure to hot or cold climatic conditions; and the higher incident of rejected welds. These welds are also called field welds, but are often more specifically referred to as “position welds”. Field welds, whether done at grade or in position, are categorized according to one of two descriptors: Field Weld (FW) or Field Fit-up Weld (FFW). The difference between a FW and a FFW weld is that a FFW has an additional 150mm of pipe length added to the calculated dimension for a field trim allowance. No such allowance is provided at a FW. The construction personnel will do a dimensional field check and trim the extra 150mm to the required length to suit the field measurement. The end of the additional pipe length provided by the spooling fabricator need only be a plain end cut because the final beveled end preparation will be done in the field.
2.2 GUIDELINES
The primary considerations for field weld locating are: Try to anticipate the best locations for the field position welds. A good example of this is at the branch to header welds in the pipe racks. While the position welds can be in horizontal pipes (vertical welding) or in vertical pipes (horizontal welding), it is best to avoid horizontal welding in a vertical pipe. Horizontal welding poses the most problems for the welders because the molten metal tends to drip necessitating enhanced welding practices and extra care to overcome this difficulty. Going back to the pipe rack example, instead of placing the field weld at the header branch fitting, consider placing the field weld at the first elbow of the branch line in the horizontal run. Also avoid field welds in a 45 degree plane. Look at the surrounding piping and steel. Avoid locating position welds in tight areas that will be difficult or impossible for a welder to maneuver in. Look at the pipe routing. Does the piping run through floor, wall, and/or platform penetrations? If so, more field welds may be required in order to create straight run spools without bends that can be threaded through the openings. Locate the field welds above the floor or platform. Likewise to the above bullet, consider how the spools will be fed into the pipe racks. This is particularly necessary when new piping is being added to an existing pipe rack. The exact distances calculated in the office are unlikely to be so precise in the field due to the possibility of foundations and steel being slightly out and slight errors in the equipment fabrication. Therefore, strategically placed FFW welds for a final hook-up should be considered in places where there is reason to believe field adjustment will be necessary. Common places where an FFW is beneficial are between exchanges, vessels and pumps in parallel. Pumps in particular require this in order to ensure that the finished piping does not impose unnecessary loads on the nozzles. However, do not go overboard with FFW placement. Construction personnel would much rather have to cut apart the odd spool that doesn’t fit and make adjustments as needed, than have to field measure and cut to suit in an overabundance of places where there would most likely have not been a problem. Field welds must be a minimum of 600mm from any support centerline. Make field weld placement consistent for similarly run piping configurations.
3.0 DIAGRAMS
The following diagrams are provided for further clarification: Spools must fit into a shipping box size, the exact dimensions of which are a project decision based on the means of transportation employed, truck or rail for instance, and the jurisdictions passed through. For the purposes of example a shipping box size of 3mx3mx12m or 10’x10’x40’ has been selected for reference in the diagrams.
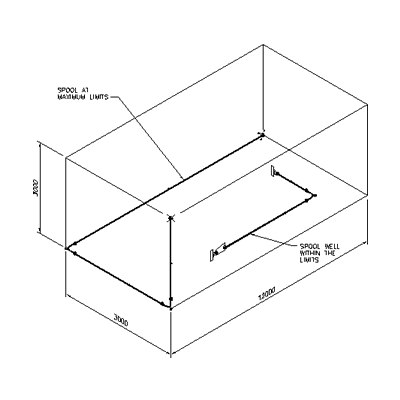
Diagram 1– All spools must fit into the established shipping box.
In this example, imagine a box 3mx3mx12m.
This is referred to as the “SHIPPING BOX SIZE”.
The 3mx3mx12m dimensions are the maximum dimensions between centerlines and end of pipe or face of flange that the designer must work to in order to keep the spools within the allowable width, length and height restrictions.
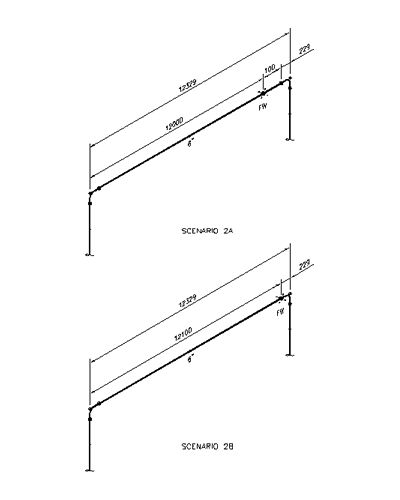
Diagram 2– Avoid small pup pieces if possible.
Exceeding shipping box length limits by short distances is generally permissible in order to do so.
In this example, 2B is preferred because adding 100mm of extra pipe to the 12m length of the spool eliminates one shop weld.
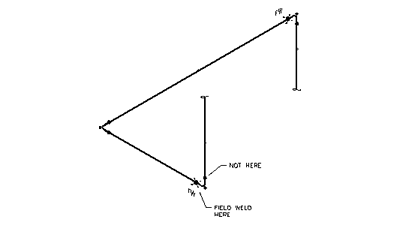
Diagram 3– Place field welds in the horizontal plane.
This is preferred, not mandatory, but should be followed wherever possible.
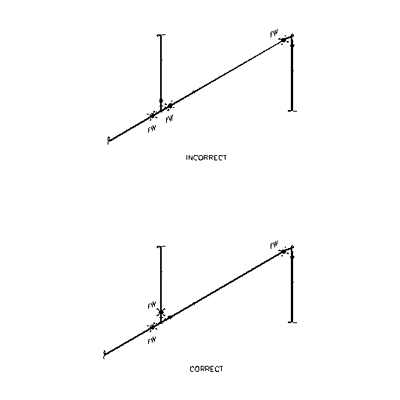
Diagram 4– Always have at least one fitting attached to a pipe length per spool.
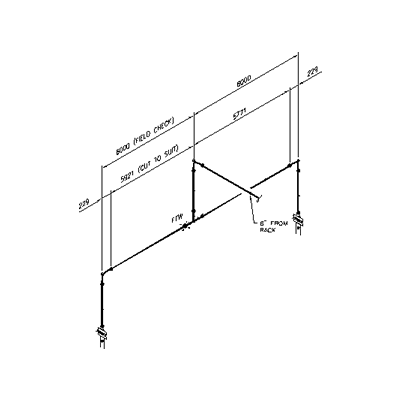
Diagram 5– Consider placing one FFW for a final field measurement and dimensional adjustment in the horizontal piping between equipment in parallel, e.g. exchangers, pumps.
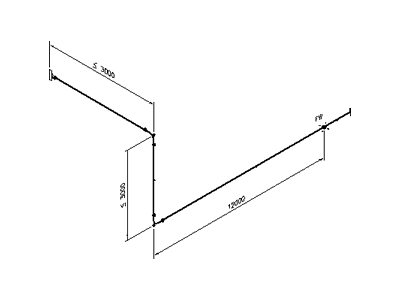
Diagram 6– Maximize spool size whenever possible.
4.0 SUMMARY
There is much more to the locating of field welds than is revealed by first impressions. It is an important value added project activity deserving of thoughtful attention. When done with forethought, this activity brings cost and schedule benefits to construction. A consistently applied approach that takes construction needs into consideration ensures that all spools will fit within the shipping box size and, when delivered from the spooling fabricator to the field, will be fit for installation with a minimum of rework.
About the Author
 | {cb:Richard Beale is a piping designer with forty years of oil and gas industry experience. During his career, he has worked in a variety of piping roles with engineering, construction and producer companies. He is presently employed by Cenovus Energy in Calgary, Alberta, Canada.} |